Jak již bylo řečeno, není plast jako plast. Petrochemie je podmnožinou organické chemie a je to velmi velmi složitý obor. Níže uvedený souhrn faktů má vyvrátit nejčastější bludy a omyly ze světa plastů a pomoci v orientaci začínajícím (3D) plastikářům. Terminologie a informační „hloubka“ jsou přizpůsobeny amatérskému širokému publiku. Základním cílem je vyvrátit nejčastější bludy kolující v podvědomí komunity 3D tiskařů a poukázat na fakt, že označení materiálu filamentu jménem polymeru je hrubě nedostatečné. Jinými slovy, není (např.) ABS jako ABS.
základní dělení plastů (z hlediska uspořádání makromolekuly) je na amorfní a krystalické. Velmi zjednodušeně se dá říci, že pro extruzi jsou ideální amorfní typy. Ideální sice ano, ale to neznamená, že by nebylo možno extrudovat i krystalické. Pouze je potřeba dodržet správné podmínky a případně materiál správně aditivovat.
Proč jsou krystalické materiály méně vhodné: čím větší krystalizace, tím zpravidla větší smrštitelnost (opět řečeno VELMI zjednodušeně). Navíc při přesné krystalizační mřížce dochází k různému smrštění v různých osách, čímž při výrobě filamentu dochází k propadání (filament není kruhový a často ani elipsovitý, ale „jablečný“ - připomíná svyslý řez jablkem) a při tisku se pak kroutí. Této vlastnosti se dá zabránit vhodnými aditivy (popis a principy jsou vysoce nad rámec tohoto osvětového článečku). Více o krystalizaci zde:
https://en.wikipedia.org/wiki/Crystallization_of_polymers Tedy: „Krystalický materiál je nevhodný k 3D tisku“ je BLUD.
Výše byla zmíněna aditiva. Aditiva upravují různé vlastnosti materiálu (podobně jako aditiva u paliv) a existují i speciální aditiva umožňující spojovat nesourodé materiály. Pro jejich použití je pak potřeba homogenizátor. Funguje to podobně, jako když výrobce potravin vyrábí „šlehačku“ z oleje a vody (také dvě nespojitelné substance). Tímto způsobem lze například vytvořit extrudovatelný POM. POM je velmi specifický materiál, který se nerad spojuje i s příbuznými polymery, jeho extruze v malých rozměrech je prakticky nemožná. Ma vysoké smrštění a některé typy i větší rozdíl smrštění v ose krystalizace a napříč a navíc obvykle i různou rychlost. Přesto lze dosáhnout velmi kvalitních výsledků vhodným zpracováním. Přestože se POM víceméně nespojuje s jinými materiály, vhodně aditivovaný POM lze tisknout bez problémů na běžné podložky podobně jako ABS, HIPS, PLA a další. Tedy: „POM se nedá tisknout jinak než na POM destičku“ je BLUD.
1).
Bylo zmíněno míchání plastů. Obecně lze míchat polymery ze stejných rodin nebo alepoň příbuzných. Minimálně je nutno dodržet zásadu „kyselina ke kyselině“. Prakticky bez omezení lze míchat styrenika (ABS, SAN, HIPS, …). Hojně využívané mixy jsou pak zejména s ABS (PC/ABS, PS/ABS, …). Vzájemně nekompatibilní plasty lze míchat za použití aditiv a/nebo homogenizátoru.
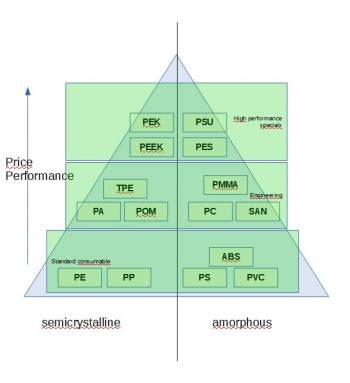
čím starší je polymer (rozuměj vývojově), tím více variant a modifikací existuje. Označení materiálu „HIPS“ nebo „ABS“ apod. je zcela nedostačující. Typicky u ABS existuje doslova obrovské množství variant, včetně takových, které mají smrštitelnost hluboce pod 1% a jsou vyloženě ideální pro extruzi a tedy 3D tisk. Jejich cena je samozřejmě mírně vyšší než základního generika, ale v žádném případě nelze obecně prohlásit, že ABS se smršťuje. To je asi ten největší současný BLUD vůbec. Velmi zjednodušený příklad výběru vhodného materiálu je na obrázku (ne všechny materiály se samozřejmě vyrábí ve všech verzich).
FLEX je souhrnné označení elastomerů. Jde spíše o hantýrku 3D tiskařů, tento výraz má stejnou výpovídací hodnotu jako označení „auto“ pro cokoli s motorem a kolama. Vzhledem k nemožnosti recyklace klasické gumy elastomery zažili v nedávné době obrovský boom a existuje tak velmi široké spektrum rovnající se celému odvětví „tvrdých“ plastů. Tedy je to kapitola sama pro sebe. Většina je amorfní a tedy vhodná pro extruzi (to ale neznamená, že by se také nelisovali).
PLA, PETG - proč jsou to tak profláklé „hvězdy“ a proč je nenabízíme a nabízet nebudeme? PLA je biologicky odbouratelný polymer z kukuřičného škrobu. Proč ne. Cena vs kvalita materiálu poněkud pokulhává, ale s přihlédnutím k „zelenosti“ se to dá pochopit. Technicky nemá žádné zásadní výhody (nevýhodou je problematické použítí ve venkovních prostorách). Má malou smrštitelnost (0,3-0,6%) a nízkou teplotu tisku (cca 200-220), což jej činí zajímavým pro začátečníky. PETG je „odpověď“ na ABS „které se smršťuje“ (BLUD). Smrštitelnost PETG je 0,2-1%, tedy v porovnání s extrusními typy ABS které mají smrštitelnost 0,4-0,6% bída. Oblíbenost PETG vznikla pouze z toho důvodu, že zavedení výrobci filamentu (ať již důvodů cenových nebo z neznalosti) používají (nej)levnější ABS s výrazně horšími parametry (obecné ABS má smrštitelnost 0,7-1,6%).
Tvrdší nebo měkčí verze? Tvrdost materiálu nemá přímý vliv na smrštitelnost. I některé tvrdé materiály mohou mít smrštitelnost vyšší než měkké. Obvykle ale platí, že čím tvrdší materiál, tím vyšší síly během smrštění dosahuje (zcela obecně, nejen plasty). U měkčích materiálů tedy mírně vyšší smrštění během 3D tisku tolik nevadí (výrobek se sice může mírně deformovat, ale obvykle ne natolik, aby se oddělil od tiskové podložky - na rozdíl od tvrdých materiálů s vysokou mírou smrštění, kde zejména při větších výrobcích odtržení od podložky reálně hrozí).
Drazší materiál je vždy lepší. To je zřejmě druhý nejrozšířenější BLUD. Ano, speciální extrusní typy jsou dražší (porovnáváme-li identický polymer) a samozřejmě lepší (vhodnější). Tedy extrusní speciál ABS je dražší a samozřejmě vhodnější pro 3D tisk než ABS určené spíše pro vstřik (ABS se více vstrikuje, tedy je ho větší výroba a tedy i nižší cena). Nicméně budeme-li porovnávat různé typy polymerů, nutně to tak být nemusí. Generický HIPS je levnější než ABS a je k tisku vhodnější. HDPE je jedním z nejlevnějších typů plastů vůbec, navíc s poměrně vysokou hodnotou smrštění, ale díky své struktuře a nízké tvrdosti se extruduje poměrně dobře (při tisku podložka musí být potažena HDPE páskou nebo se tiskne přímo na HDPE destičku a nižší index toku pak vyžaduje nižší rychlosti tisku).
Co je to meltingpoint a jak s touto hodnotou naložit: Meltingpoint je teplota, při níž je materiál ve stavu vhodném k extruzi (VELMI zjednodušeně řečeno). V tomto stavu je možno již vytlačit materiálové vlákno a již začíná být ochotno se spojovat do homogenních celků. Hodnota MP se obvykle uvádí jako předehřev trysky. Samozřejmě než 3D tiskárna vlákno položí chladne. Obvykle se proto tiskne o 10-40°C výše. jinými slovy například: daný typ materiálu má MP 180°C (např. nízkoteplotní PP). Tisku bude probíhat cca 190°C a výše (typicky pro MP 180 pak 190-210 - tento materál má obvykle vysoký index toku). Horní hranice je omezena fyzikálními vlastnostmi materiálu, konkrétně zejména indexem toku a teplotní stabilitou. Nekteré materiály snáší dobře teploty až 100°C nad MP, jiné max. 20°C.
ORIENTAČNÍ tabulka smrštitelnosti jednotlivých polymerů:
smrstitelnost.pdf Tabulka je pouze orientační a vyskytují se modifikace materiálů, které mají smrštitelnost mimo tyto hodnoty.
Offtopic: papírové cívky mají (zejména při vyšším návinu a tedy hmotnosti) vyšší tření na trnu. Z toho důvodu se může stát, že tiskárny se slabým feederem (nebo technicky nevhodně řešeným) „neutáhnou“ filament a nedokáží odvíjet. Řešení je několik a jsou velmi prosté: 1. držák civky osaďte otočným středem na ložiskách 2. do cívky vložte plastovou nebo kovovou trubičku 3. vytiskněte si (ideálně z POMu nebo ABS) dvě třecí ložiska a vkládejte je do cívky.








